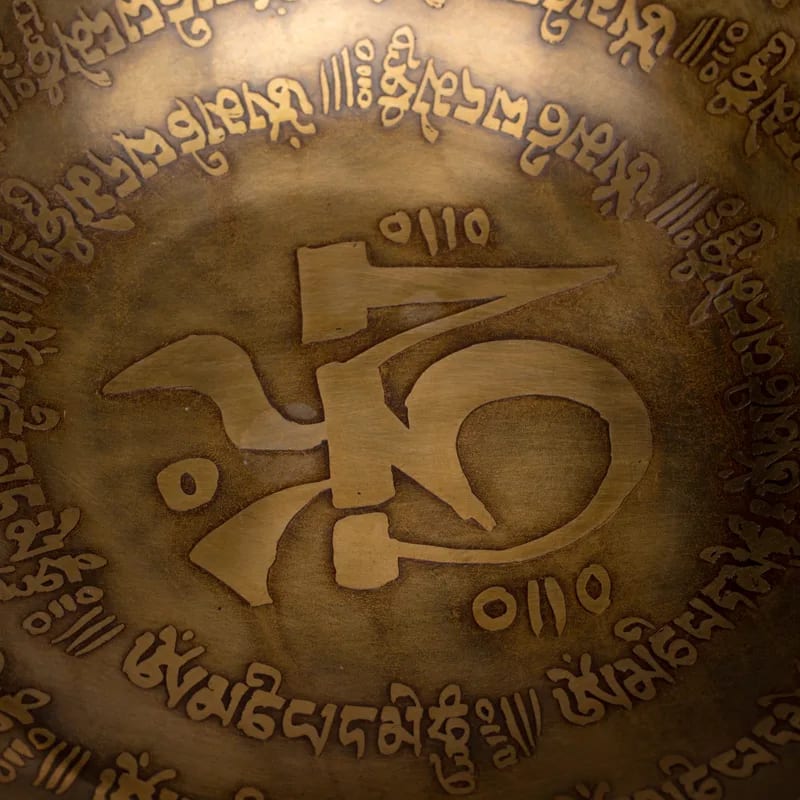
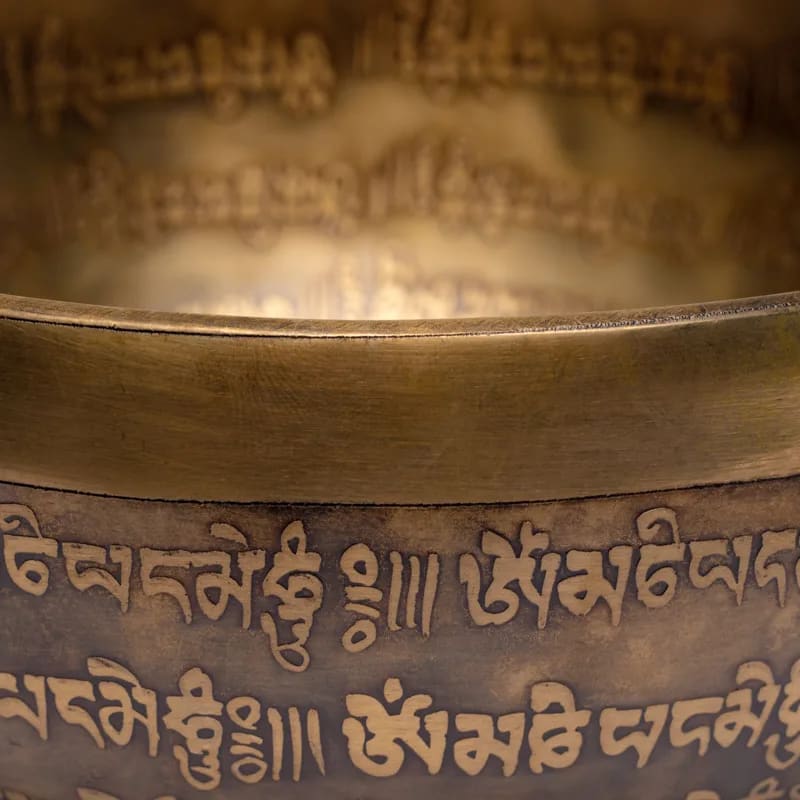
Klankschaal Tibet is een met de hand gegraveerde klankschaal uit Nepal.
Prachtig gegraveerd met o.a. de Om Mani Pad Me Hum mantra, aan zowel de buiten- als de binnenzijde. Heeft een zuivere klank met veel boventonen.
Elke schaal is uniek; design en kleur kan verschillen met de getoonde foto.
Fabricage
De fabricage van gehamerde klankschalen is een volledig handmatig proces. Elke klankschaal wordt zorgvuldig in de juiste vorm gehamerd, waarbij diverse stadia doorlopen worden om de juiste vorm en een zuivere toon te verkrijgen.
Klankschaal Tibet is een handgemaakte klankschaal van koper, tin en 8 edele metalen (Ag, Ni, Cd, Ru, Pd, Pt, Cr, Mn).
Aanspreektijd
Sommige klankschalen hebben een snelle aanspreektijd. Dat wil zeggen dat de klank meteen na het aanslaan volgt. Andere klankschalen ontwikkelen eerst een grommende bourdon, in het bijzonder de klankschalen tot 40 cm met een dikke rand. Waar de ene schaal gewillig reageert op een zachte tik heeft een andere een forse aansporing nodig.
Boventonen
Zoals dat bij bijna ieder muziekinstrument het geval is, produceren klankschalen boventonen waarbij de boventonen uit het lage register de grondtoon voller en ronder maken. Hierbij versmelt de nasorale resonantie van het boventoonzingen op een mooie wijze met de boventonen van de klankschalen.
Pulseren
Een goede klankschaal kan een pulserende klank voortbrengen die op en neer golft in een periodiek ritme. Door verschillende kloppers te gebruiken, wordt het pulseren gekneed, verlengd of verkort, waarbij de klank een golfbeweging maakt die met geregelde tussenpozen uitzet en inkrimpt.
Beschadiging
Eventueel geneuzel of uitdoven van de klank wijst op een beschadiging. Deze wordt meestal veroorzaakt door een nauwelijks zichtbaar haarscheurtje of luchtbel in de schaalmantel, wat in beide gevallen funest is voor de klank.
Basistechnieken
Er zijn zeven basistechnieken:
- Aanslaan met klopper: in dit geval wordt haaks geslagen tegen de rand van de klankschaal die op de vingertoppen rust en wordt een slagstok van hardhout voorzien van vilt. Het aanslaan aan de binnenkant van de schaal laat de klank doven. Silica klankschalen worden bij voorkeur met een suèdeklopper (buitenzijde) of rubberklopper (binnenzijde) aangeslagen.
- Omcirkelen met wrijfstok: hierbij ligt de klankschaal op de vlakke handpalm en wordt een gladde, dikke stok gelijkmatig rond de buitenrand van de klankschaal geleid.
- Water in de schaal: de klankschaal bevat een bodempje water en wordt aangeklopt en rustig heen en weer gekanteld om glijdende fluittonen of glissandi te laten horen.
- Aankloppen met klanktoevoeging: in dit geval wordt de klankschaal aangeslagen waarbij een resonantieholte de boventonen van de klankschaal versterkt.
- Rondtollen op omgekeerde schaal: hierbij staat een grote klankschaal omgekeerd op een doek of kussen en wordt een klein klankschaaltje erboven op rondgedraaid en aangetikt met een houten stokje.
- Aanwrijven van klankschalen met de vingers: meer ervaren percussionisten kunnen een ritselend geluid ontlokken aan omgekeerde klankschalen door deze aan de buitenkant te bekloppen of door ze ritmisch aan te wrijven.
- Aanstrijken met een strijkstok: bij deze techniek wordt een strijkstok op de rand gehanteerd.
Klankschaaltherapie
Klankschalen worden toegepast in meditatie vanwege de rustgevende klanken en meditatie. In de alternatieve therapie worden ze gebruikt voor de klankschaaltherapie, voor diepgaande ontspanning op lichamelijk en geestelijk niveau. Bij alternatieve sportmassage wordt het geluid van de klankschaal gebruikt omdat het geluid diep in het lichaam spanningen zou los trillen.
Fabricage
De fabricage van gehamerde klankschalen is een volledig handmatig proces. Elke klankschaal wordt zorgvuldig in de juiste vorm gehamerd, waarbij diverse stadia doorlopen worden om de juiste vorm en een zuivere toon te verkrijgen.
In dit proces worden eerst de verschillende metalen (koper, tin, ijzer, lood, goud en zilver) gesmolten in een oven. Het gesmolten metaal wordt vervolgens in een mal gegoten, waarna er schijven van worden gesneden van verschillende diameters en diktes. Daarna worden de schijven met de hand gehamerd in de gewenste vorm en grootte, na precieze meting en indeling in gewicht. Een stuk of vijf schijven worden eerst op elkaar gelegd en in de oven verhit tot roodgloeiend, waarna ze een voor een met behulp van een mal in komvorm gehamerd worden. De deskundige vaklieden kunnen dit alleen doen als het metaal roodgloeiend is, want als het teveel afkoelt wordt het broos en kunnen er scheuren ontstaan, waardoor de schaal onbruikbaar wordt. Nadat de schalen hun grove vorm hebben, begint het fijne proces van afwerking. In dit stadium krijgt elke schaal haar eigen vorm en grootte en nogmaals komt er veel fijn hamerwerk aan te pas, dus moet de schaal opnieuw roodgloeiend verhit worden om dan exact de juiste vorm en klank te krijgen. Hierna worden de schalen stuk voor stuk van buiten en van binnen geschuurd en gepolijst, en eventueel met beitels bewerkt, voor de finishing touch.


Afmetingen en gewicht Tibet (circa):
- 12,5 cm, 400-550 gram
- 14 cm, 550-700 gram
- 16 cm, 700-850 gram
- 18 cm, 850-1000 gram
- 20 cm, 1150-1325 gram
- 23 cm, 1325-1500 gram
- 24 cm, 1500-1650 gram
- 24 cm, 1650-1850 gram
- 26 cm, 1850-2150 gram
- 30 cm, 2150-2400 gram
- 31 cm, 2400-2600 gram
- 33 cm, 3100-3400 gram
Aanstrijkhout voor klankschalen, bekleed met suède. Voor kleine en middelgrote metalen schalen.
.jpg)
Simpele vormgeving, mooi afgewerkt.
Lengte: 19 cm.
Gewicht: circa 90 gram.
Viltkloppers met houten steel voor klankschalen, in 4 maten:
.jpg)
S: 30 gram, 4 x 3 x 28 cm
M: 35 gram, 4,8 x 3 x 28 cm
L: 70 gram, 5,5 x 3,3 x 32 cm
XL: 105 gram, 7,5 x 3,3 x 32 cm
